

ترفندهای جوشکاری
اصول جوشکاری آهن چنان مبحث گسترده و پر از نکته می باشد که تصمیم گرفتیم مطلبی را به صورت اختصاصی به این مطلب اختصاص دهیم. چنانچه این مقاله را تا انتها مطالعه نمائید در پایان شما اصول اولیه جوشکاری صحیح ساده و حرفه ای را خواهید آموخت. به طور کلی جوشکاری حرفه ای تخصصی و بسیار مستلزم رعایت اصول خودش می باشد، ضمن آنکه از تنوع زیادی برخوردار است و نیاز است تمامی انواع آن و اصول مربوط به هر کدام را بدانید. قیمت سیم جوش را از این لینک دریافت نمائید.

انواع جوشکاری در صنعت
- جوش لب به لب
- جوش درز جناغی یک طرفه در حالت سطحی
- جوش درز گلویی (اتصال سپری) در سه پاس در وضعیت تخت
- جوش نبشی خارجی در حالت تخت F1
- جوش نبشی داخلی در حالت تخت F1
- جوشکاری زیر آب
- جوشکاری پلاسما
- جوشکاری تیگ tig
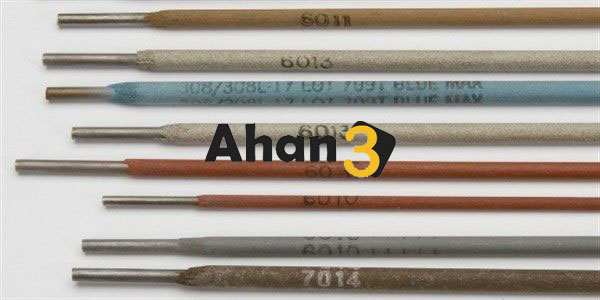
انواع الکترود برای جوشکاری
شما می توانید قیمت انواع الکترود جوشکاری را از این لینک دریافت نمائید.
- انواع الکترود از نظر جنس مفتول
- الکترود با مفتول فولاد زنگ نزن
- با مفتول فولاد کم کربن
- با مفتول نیکلی
- با مفتول آلومینیومی
- انواع الکترود از نظر پوشش فلاکس
- الکترود با پوشش قلیایی
- با پوشش رتیلی
- الکترود رتیلی با پودر آهن
- سلولوزی
- از نظر ضخامت پوشش
- الکترود با پوشش نازک
- با پوشش متوسط
- با پوشش ضخیم
- با پوشش خیلی ضخیم
- از نظر ساخت
- الکترود انجماد سریع
- الکترود انجماد پرشده
- چسبان سریع
- کم هیدروژن
اصول اولیه جوشکاری
شناخت اصول اولیه جوشکاری از اصلی ترین ترفند جوشکاری به حساب می آید که در ادامه به بررسی آن ها پرداخته ایم:
- آمادگی های لازم پیش از جوشکاری: پیش از کار سطح خود را تمیز کرده و از عاری بودن سطح از روغن، پوسته و یا گرد و غبار اطمینان حاصل فرمائید. در صورت کثیفی سطح را سمباده بکشید و با بتونه بپوشانید. علاوه بر آن نوک انبر و الکترود مورد استفاده خود را بررسی کنید که عاری از هرگونه کثیفی و آلودگی باشد.
- پوشش مناسب در کار: عملیات جوشکاری در صورتی که اصول ایمنی آن رعایت نشود ممکن است بسیار پر خطر باشد. برای جلوگیری از بروز این خطرات باید لباس های فرم کار همچنین کفش مناسب و دستکش چرمی به تن کنید. علاوه بر ان برای حفظ چشمان خود در برابر قوس جوشکاری و اشعه ماورا بنفش آن حتما از عینک مخصوص و نقاب استفاده کنید. کلاه ایمنی نیز به شدن برای در امان ماندن از خطرات اثابت پلیسه، براده آهن و… به چشم، سر و صورت شما جلوگیری خواهد کرد.
- کسب مهارت های لازم: برای کسب مهارت در جوشکاری شروع به تمرین اتصالات حلقه ای شکل بکنید. خطوط صاف و مستقیم بسیار راحت بوده که چیزی به مهارت های شما اضافه نخواهد کرد. حرکات دایره ای شکل با انبر جوشکاری می تواند بسیار بر مهارت شما بیفزاید که بتوانید خطوط زیبا ایجاد کنید.
- انتخاب الکترود متناسب با کار: از دیگر نکات مهم در جوشکاری می باشد. به عنوان مثال برای جوشکاری فلزات نازک از الکترود با قطر کم و برای اتصالات فلزات با ضخامت بیشتر از الکترودهای با ضخامت بیشتر استفاده کنید. علاوه بر آن جنس الکترود باید با جنس وسیله مورد جوشکاری همخوانی داشته باشید. مثلا برای جوشکاری استیل از الکترود استیل استفاده کنید.
- شناخت و رفع عیوب در حین کار: ممکن است در حین انجام کار جوشکاری ایرداتی ایجاد شود که در صورتی که شما نشناسید و یا در زمان مناسب نسبت به رفع آن ها اقدام نکنید مشکلی بزرگتر رخ دهد.
شناخت و رفع عیوب جوشکاری
- ایجاد سوراخ در سطح فلز: در زمانی که آمپر بالا باشد امکان ایجاد سوراخ وجود دارد. ضمن انکه پایین بودن میزان تغذیه الکترود می تواند باعث ایجاد اختلال در جوشکاری و در نتیجه سوراخ در سطح به وجود خواهد آمد.
- گل نگرفتن ورق به خود: این مشکل در نتیجه مقدار ولتاژ کاری بالا و همچنین سرعت تغذیه الکترود پایین می باشد. ضمن آنکه نباید به میزان زیادی نوک انبر با سطح کار شما برخورد داشته باشد.
- ایرادات حاصل از انبر: چنانچه انبر در حین کار به وسیله لگد زد احتمال مشکل از ولتاژ پایین و میزان سرعت بالای تغذیه الکترود باشد. از دیگر عوامل آن احتمال ایجاد جوش تنها در قسمت بالای اتصال می باشد. که در این صورت تنها با انگشت می توانید آن را بردارید. عدم رفع این موارد موجب ایجاد جوشکاری ضعیف خواهد شد.
- توجه به صدای جوشکاری: از ویژگی های یک جوشکاری مطلوب صدایی پایدار بدون هیچ گونه نوسان خاص و چیزی شبیه به سرخ کردنی دارد. در صورتی که مشاهده صدایی شبیه به فشفشه یا گاز و از این گونه صداها شنیدید باید نسبت به رفع آن حتما اقدامات لازم را انجام دهید.
علت چسبیدن الکترود هنگام جوشکاری
چسبیدن الکترود به سطح کار می تواند علل متفاوتی داشته باشد. نکته بسیار مهم این است که پس از روشن شدن قطعه لازم است سر سیم جوش را نزدیک سطح بگیرید. این فاصله باید حدودا دو برابر قطر سیم جوش از کار فاصله دهید. تا جوش بسیار خوب و نرمی داشته باشید. از دیگر دلایل مهم آن به ترتیب به صورت زیر است:
- تنظیم نبودن آمپر دستگاه: پیش از شزوع کار شما باید حتما نسبت به تنظیم نمودن آمپر متناسب با جنس کار و نوع الکترود اطمینان حاصل کنید. در مواردی که آمپر کم باشد معمولا الکترود به کار می چسبد. جهت انجام جوش فلت آمپر باید حدودا 25 تا 30 برابر قطر سیم جوش به میلی متر انتخاب شود.
- علت دیگر نامرغوب بودن سیم جوش است.
- تفاوت جنس آلیاژسیم جوش با قطعه
- ممکن است گل سر سیم جوش تکیده است. برای جلوگیری از این کار بهتر است در ابتدای کار چند مرتبه سیم جوش را بر روی پلیت بی استفاده بکشید تا جرقه های سریع ایجاد شود و نوک سیم جوش صاف و قوس مناسب بدست آید. نبود گل از دلایل اصلی این اتفاق است. در صورتی که الکترود به سطح بچسبد با کندن آن گل همان قسمت کنده خواهد شد و در این صورت این روند تکرار خواهد شد. تنها راه حل آن همان کشیدن سر سیم جوش بر روی پلیت می باشد.
- دمای بسیار کم سطح مورد نظر و محل جوش ممکن است از دیگر دلایل باشد.
- عدم همترازی الکترودها: اندازه سره الکترود باید حتما متناسب با سطح کار باشد و در زمان مناسب بر روی سطح و با فاصله مناسب قرار بگیرد.
- سطح و با الکترود آلوده: کثیفی و یا قرار داشتن لایه های اکسید موجب ایجاد گرمای ناخواسته بر روی سطح شود. آلودگی سنگین نوک سیم جوش می تواند موجب ایجاد گرمای بیش از حد در سطح و در نتیجه چسبیدن الکترود بر روی سطح شود.
چسبیدن الکترود به ورق در جوشکاری نقطه ای
مهمترین عامل در ایجاد این نوع اختلال بالا رفتن دما در هنگام جوشکاری می باشد. برای جلوگیری از عدم بروز این اتفاق از تمیز بودن سطح ورق و نوک سیم جوش اطمینان حاصل کنید. سیستم خنک کننده مناسب با کار را انتخاب کرده و در حین کار دقت کنید دمای نقطه ی جوش بیش از حد بالا نرود.
زاویه الکترود در جوشکاری
رعایت زاویه مناسب جوشکاری بسیار بر نتیجه کار موثر است. چنانچه در کنار رعایت دیگر موارد این زاویه هم به آن دقت کنید در آخر کار نتیجه بسیار مطلوبی خواهید داشت. اما در صورت عدم رعایت زاویه مناسب ایراداتی از قبیل ناخالصی سرباره، ذوب ناقص، بریدگی کناره جوس، نفوذ ناقص و در نهایت حبس سرباره و تخلخل را ایجاد خواهد کرد. انتخاب زاویه مناسب مستلزم موقعیت جوشکاری، شکل هندسی اتصال، نوع و سایز الکترود دارد. همچنین در تعیین جهت گیری الکترود باید زاویه حرکت و زاویه کار را مد نظر قرار دهید. به طور کلی زوایه کار به میزان زاویه خط عمود بر سطح کار و صفحه هایی که با استفاده از محور الکترود و محور جوش تعیین خواهد شد، می گویند. زاویه مابین الکترود و سطح مورد نظر باید زاویه ی کمتر از 90 درجه داشته باشد. در اینجا این نکته لازم است بدانید هنگامی که الکترود در مسیر جوشکاری قرار داشته باشد زاویه حرکت باید به شیوه جوشکاری پیش دستی انجام گیرد. به این زاویه زاویه فشار نیز می گویند. شیوه ای دیگر به نام پس دستی نیز وجود دارد که در زمانی رخ خواهد داد که الکترود خلاف جهت مسیر جوشکاری حرکت نماید.
اصول جوشکاری با قوس الکتریکی
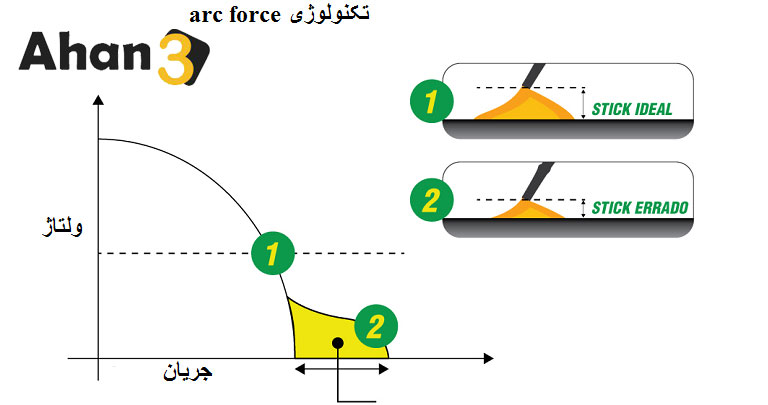
قوس الکتریکی یا arc force با تنظیم الکترود SMAW و میزان نفوذ جوش بر روی سطح همراه است. این میزان را می توان توسط تنظیکاتی که بر روی دستگاه جوش انجام می دهیم زیاد یا کم کنیم. در این صورت یک قوس می تواند ملایم یا یکنواخت بوده و یا نفوذ پذیری کم یا زیادی داشته باشد. چنانچه به دفترچه راهنمای این دستگاه ها مراجعه کرده باشید توصیه شده است میزان arc force را در الکترودهای 7018 بر روی شماره 30 تنظیم کنید. در صورتی که بخواهید جوش محکم تری داشته باشید علاوه بر آن ضربه های قوسی نداشته باشید، آرک فورس را بر روی مقدار بالاتری قرار داده و با اعمال آمپرهای پایین قوس محکم تری خواهید داشت. به طور کلی برای جلوگیری از ضربه های قوسی همچنین داشتن قوس های بسیار محکم و جلوگیری از چسبیدن الکترود از آمپراژ پایین و قوس های محکم استفاده کنید.
- ضربه قوس چیست: به حالتی که میدان مغناطیسی با مهره جوش مخلوط شود ضربه قوس می گویند.
در جوشکاری قوس الکتریکی طول قوس را می توان اندازه گیری کرد. قابلیت تنظیم طول قوس اغلب در دستگاه های اینورتر جوشکاری یافت می شود. به این شکل هرچه طول قوس بیشتر باشد حوضچه مذاب با جوش روان تر خواهد بود علاوه بر آن از پاشش جوش جلوگیری خواهد شد و در نهایت جوش فیله باریکی خواهید داشت.
تکنیک جوش سربالا
طور کلی به جوشی که از قسمت پایین به سمت بالا باشد جوش سربالا گفته می شود. این نوع جوشکاری حالت استانداردی ندارد و در نتیجه کار جوش مطلوبی نخواهید داشت. از همین رو تلاش می شود تا میزان زیادی از انجام این روش جوشکاری جلوگیری شود ولی در مواردی که اجتناب ناپذیر است باید حتما به نکات انجام آن دقت شود. برای سهولت در انجام این نوع جوشاز الکترود E6013 استفاده کنید. لازم به ذکر است الکترودهای E6010 و E7018 برای استفاده در جوشکاری سربالا مناسب نمی باشد.
آموزش جوشکاری سرازیر
اصل جوشکاری سرازیر جوش از بالا به پایین است. برای این شیوه از جوشکاری باید از الکترود E6010 استفاده کنید. الکترودهای E6013 و E7018 برای این شیوه از جوشکاری توصیخ نمی شود.
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_message message_box_style=”outline” message_box_color=”pink” icon_fontawesome=”fa fa-check”]
دریافت PDF ترفندهایی که در جوشکاری باید بدانید!
[/vc_message][/vc_column][/vc_row]